Enhance your B.Tech path with quantum notes from Aktu that include critical and frequently asked topics about advanced welding. Explore this resource for a thorough understanding and exam success. Unit-3 Heat Flow Welding and Welding Metallurgy
Dudes 🤔.. You want more useful details regarding this subject. Please keep in mind this as well. Important Questions For Advance Welding: *Quantum *B.tech-Syllabus *Circulars *B.tech AKTU RESULT * Btech 3rd Year * Aktu Solved Question Paper
Q1. Draw a neat graph and figure to illustrate the temperature distribution around a metallic arc butt weld.
Ans. 1. Fig. shows the temperature distribution around a metallic arc butt weld. Electrode or arc is moving from right to left.

2. When the arc is advancing towards cold metal, the leading edge of the temperature pattern is compressed, and the trailing edge is prolonged because the arc is leaving preheated metal in its wake.
Q2. What do you mean by heat affected zone (HAZ) in welding? Why weld usually fails in HAZ ?
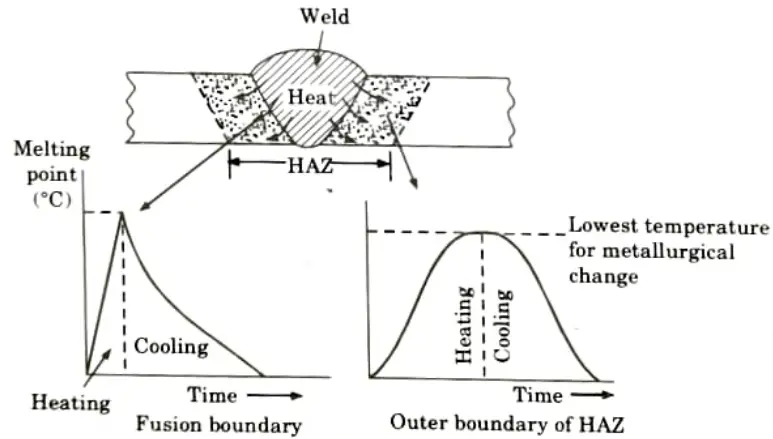
Ans. A. Heat Affected Zone:
- 1. The area close to the weld metal zone that is made of parent metal and did not melt but heated to a sufficiently high temperature for a sufficient amount of time is known as the heat impacted zone. This zone’s mechanical characteristics and microstructure have changed as a result of the heating.
- 2. There are three distinct metallurgical areas that make up the HAZ in low carbon steel of conventional structures that are welded in a single pass using coated electrodes or by submerged arc welding:
i. Grain Growth Region:
- 1. This region is immediately adjacent to the weld metal zone.
- 2. In this zone, base metal is heated to a temperature well above the upper critical temperature. This results in grain growth and coarsening of the structure.
ii. Grain Refined Region:
- 1. This area borders the area where grains grow.
- 2. In this area, base metal is heated to a temperature that is just over the upper critical temperature, which is the point at which grain refinement is complete and the finest grain structure exists.
iii. Transition Zone:
- 1. This area, where partial allotropic recrystallization occurs, is between the upper and lower critical transition temperatures.
B. Weld usually fails in HAZ due to:
- 1. The failure of weld is due to weld decay.
- 2. The weld decay is caused by following reasons:
- i. The time and the temperature of exposure.
- ii. The composition and prior treatment of the weld.
Q3. Write short note on weld solidification rate.
Ans. 1. The pace at which a weld hardens during welding is known as the weld solidification rate.
2. The velocity at which the metal in a weld solidifies affects the weld’s metallurgical composition, characteristics, and soundness.
3. The weld solidification time is given by,
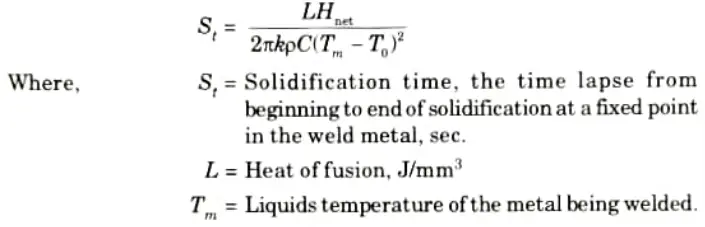
Q4. Discuss in brief about the welding metallurgy.
Ans.
- 1. The study of welding metallurgy is crucial because the unique characteristics of each microstructure present in the weld deposit and the weld heat affected zone impact the overall mechanical properties of a weldment.
- 2. It has long been understood that one of the main issues with welding-based fabrication is the inability to achieve consistent mechanical properties throughout the weldment.
- 3. Welding metallurgy is concerned with:
- i. Melting of electrode and parent metal,
- ii. Solidification of weld metal,
- iii. Gas absorption and gas metal reactions,
- iv. Slag metal reactions,
- v. Surface phenomena, and
- vi. Solid state reactions.
- 4. Changes in temperature and microstructure result in volume variations in the region around the weld, which lead to straining. residual strains, cracking, or plastic flow.
- 5. A complex thermal cycle involving a temperature gradient from the melting range to the ambient temperature is applied to the parent metal, followed by a cooling cycle brought on by the nearby cold metal.
Q5. Explain the weld metal solidification process.
Ans.
- 1. The evolution of heat occurs simultaneously with solidification in all metallic systems.
- 2. With a pure metal, the rate of heat removal from the solid-liquid contact alone determines the growth rate. Yet since this degree of purity is never reached, this circumstance only has academic importance in welding.
- 3. Solidification always results in segregation because of the high degree of purity used in welding operations.
- 4. The solute is rejected at the solid-liquid boundary as the alloy cools through the solidification range.
- 5. The rejected solute must be redistributed in the liquid through diffusion because there is very little mechanical mixing of the liquid occurring right next to the advancing contact.
- 6. Because the freezing process occurs so quickly, the extra solute close to the contact cannot be effectively removed by diffusional processes. Hence, until a dynamic equilibrium is attained, solute enrichment takes place at the moving contact.
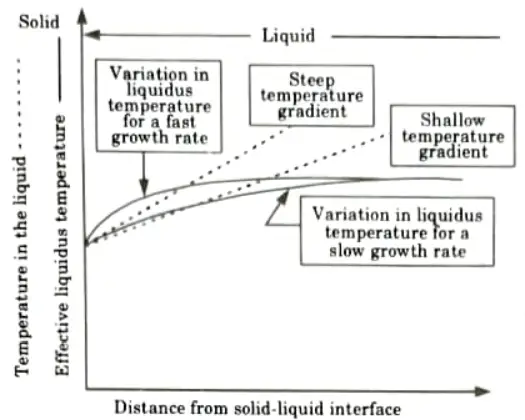
- 7. As a result of the dynamic equilibrium, there is an excess of solute in the liquid close to the interface, and at some distance from the contact, the solute content returns to the nominal liquid composition.
- 8. As a result, the effective liquidus temperature varies with distance from the interface as shown in Fig.
Q6. Explain the mechanics of slag metal reactions.
Ans.
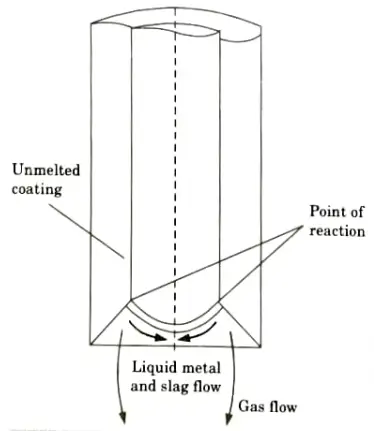
- 1. The composition of the flux or electrode coating plays a significant role in determining the nature of slag metal reactions.
- 2. Fig. shows the shape of the electrode tip used in shielded metal arc welding. Inside the coating’s cone-shaped structure, a liquid dropstorm forms. Slag and metal immediately interact at the point where the cone and liquid meet.
- 3. If alloying elements are supplied via the coating, they dissolve at this stage and are well combined, resulting in a nearly uniform drop when it separates.
- 4. This suggests that the drop’s circulation is circulating quickly as a result of electromagnetic effects or drag from gas produced by the coating. The liquid metal is heated to a high temperature concurrently.
- 5. The drop profile is not at all as regular in practise as it is in Fig. It is always moving, just like the arc root. Yet, this has no effect on the arrangement’s fundamental geometry.
- 6. In submerged arc welding, the arc is enclosed in a hollow filled with liquid slag, and the metal drops frequently pass through the cavity or sporadically go around the wall of the cavity.
- 7. Once more, it is expected that considerable slag metal interactions occur due to the high temperature and the huge surface-to-volume ratio of the drop.
- 8. Slag metal reactions may also be affected by the submerged arc welding technique’s deep penetration feature.

Advance Welding Btech Quantum PDF, Syllabus, Important Questions
| Label | Link |
|---|---|
| Subject Syllabus | Syllabus |
| Short Questions | Short-question |
| Question paper – 2021-22 | 2021-22 |
Advance Welding Quantum PDF | AKTU Quantum PDF:
| Quantum Series | Links |
| Quantum -2022-23 | 2022-23 |
AKTU Important Links | Btech Syllabus
| Link Name | Links |
|---|---|
| Btech AKTU Circulars | Links |
| Btech AKTU Syllabus | Links |
| Btech AKTU Student Dashboard | Student Dashboard |
| AKTU RESULT (One View) | Student Result |