Here we are talking about Unit 04 Heat Treatment of steel, Subject is Materials Engineering. Hope this important question will help you in your upcoming AKTU Exams.
Q1. What do you understand by heat treatment ? What are its purposes?
Ans.
A. Heat Treatment:
- 1. Heat treatment is a procedure that involves heating solid metals to predetermined temperatures, followed by cooling at appropriate rates to achieve specific physical qualities that are linked to modifications in the nature, form, and distribution of the micro components.
- 2. Heat treatment is a very important process in the various fabrication and manufacturing operations.
B. Purposes: The purpose of heat treatment is to achieve one or more of the following objectives:
- 1. To relieve internal stresses set up during cold working, casting, welding and hot working operations.
- 2. To improve machinability.
- 3. To soften metals for further treatment as wire drawing and cold rolling.
- 4. To improve mechanical properties.
- 5. To modify the structure to increase wear, heat and corrosion resistance.
- 6. To modify magnetic and electrical properties.
Q2. Give the classification of various heat treatment processes.
Ans. Heat treatment processes are classified as follows:
- 1. Tempering:
- i. Austempering, and
- ii. Martempering.
- 2. Annealing
- i. Process annealing,
- ii. Full annealing,
- iii. Stress-relief annealing, and
- iv. Spherodizing annealing.
- 3. Normalizing
- 4. Spheroidizing
- 5. Case hardening (or carburizing):
- i. Solid or pack carburizing,
- ii. Liquid carburizing, and
- iii. Gaseous carburizing.
- 6. Cyniding
- 7. Nitriding
- 8. Carbo-nitriding
- 9. Flame hardening
- 10. Induction hardening
Q3. Discuss the following annealing operations in brief:
a. Full annealing
b. Process annealing,
c. Spheroidize annealing, and
d. Diffusion annealing.
Ans. a. Full Annealing:
- 1. This removes all structural imperfections by complete recrystallization.
- 2 The purpose of annealing is to soften the metal, relieve stresses and refine the grain structure. Full annealing consists of :
- i. Heating the steel to about 50-75 °C above the upper critical temperature for hypoeutectoid steel and by the same temperature above the lower critical temperature for hypereutectoid steels.
- ii. Holding it at this temperature for a sufficient time depending upon the thickness of work.
- iii. Slowly cooling it in the furnace.
b. Process Annealing:
- 1. Process annealing is typically performed to eliminate the negative effects of cold working and to soften the steel to prepare it for more plastic deformation.
- 2. It is the recrystallization of cold worked steel by heating below the lower critical temperature.
- 3. The precise temperature is determined by the degree of cold working, the grain size, composition, and the length of time sustained at heat.
- 4. This process is very useful in mild steels and low carbon steels
- 5. To promote plasticity and relieve internal tensions, the distorted grains are reoriented during recrystallization.
c. Spheroidize Annealing:
- 1. Cementite in the granular (globular) form is created in the steel structure during this type of annealing.
- 2. All of the steel’s carbides aggregate during this process into tiny globules called spheroids.
- 3. This process is usually applied to high carbon steels which are difficult to machine.
- 4. The procedure involves heating the steel to a temperature just above the lower critical point (730–770 °C), maintaining it there, and then allowing it to slowly cool to 600 °C.
- 5. The rate of cooling in the furnace is from 25 to 30 °C per hour.
d. Diffusion Annealing:
- 1. In order to remove the heterogeneity in the composition of heavy castings, diffusion annealing is used.
- 2. When heated above the upper critical point, this procedure homogenises the austenite grain, and it is always followed by thorough annealing for fine-grained structure in the castings.
Q4. Discuss the following:
a. Normalizing, and
b. Spheroidizing
Ans. a. Normalizing:
- 1. Products that are subjected to relatively high stresses usually undergo normalising as a final heat treatment step.
- 2. In this procedure, steel is heated to a degree that is 40 to 50 °C over its upper critical temperature, held there for a brief period of time, and then cooled to room temperature in still air. Another name for this is air quenching.
- 3. This method is recommended for steels in the austenite range that are used in manufacturing processes like hot rolling and forging.
- 4. It can also help to remove internal tensions that may have resulted from hot or cold working, eliminate coarse grain structure in castings, and improve the mechanical characteristics of steel by removing the carbide network at the grain boundaries.
- 5. Normalizing results in pearlite and cementite microstructures for hypereutectoid steels and ferrite and pearlite microstructures for hypoeutectoid steels.
b. Spherodizing:
- 1. In order to change the shape of the carbide into a globular shape, an unique sort of tempering in which the specimen is reheated below the lower critical temperature is used.
- 2. Due to this shape steel becomes soft and easy to machine.
- 3. A globular shape also enhances ductility and lessens the issue of stress concentration, but it also decreases hardness and tensile strength.
- 4. These spherodizing steels have better ductility than normally annealed steels.
Q5. Explain austempering and martempering process with suitable sketch.
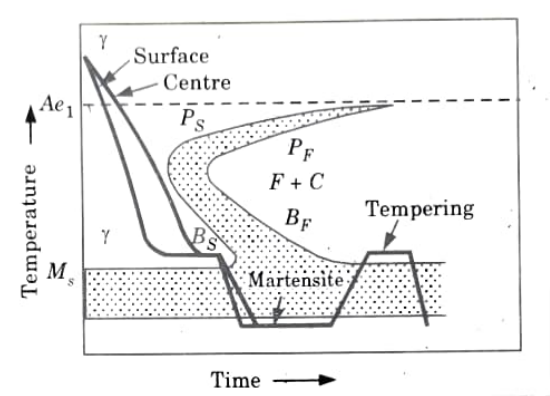
Ans. a. Martempering or Stepped Quenching:
- 1. Martensite is created using this method of hardening. The phrase “hardening by intermittent quenching” also refers to this technique.
- 2. The steel is first heated to the hardening temperature and then cooled in a salt bath at a temperature that is typically between 150 and 300 °C, just above the temperature at which martensite begins to form. It is kept in place until it reaches the medium’s temperature.
- 3. cooled further to room temperature in air or oil.
- 4. The holding period in the quenching medium or bath should be long enough to permit the cross section to be heated uniformly, but not too long to allow austenite to decompose.
- 5. During the subsequent cooling to room temperature, austenite changes into martensite.
- 6. This treatment provides a structure of martensite and retained austenite in the hardened steel.
b. Austempering or Isothermal Quenching:
- 1. It resembles martempering a lot. In a salt bath maintained at a constant temperature in the range of 260 °C to 400 °C, steel is austenitized before being quenched.
- 2. The object is maintained at this temperature for a sufficient amount of time to allow isothermal transition to take place.
- 3. Steel is cooled to room temperature in air after austenite has completely changed into bainite. Isothermal quenching is another name for it.
- 4. The temperature of quenching lies below the nose of the TTT curve and above the M, temperature.
- 5. Heat treatment cycle for austempering is shown in (Fig.)
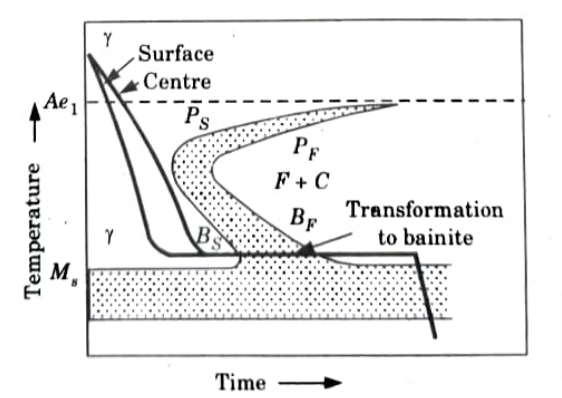
- 6. Obtaining high impact strength and higher notch toughness at a specific high hardness level is the main goal of austempering.
Q6. Describe surface hardening in detail.
Ans. 1. Another heat-treatment technique is surface hardening, which involves hardening a metal’s surface layers to a given depth while leaving the core relatively soft.
2. It differs from case hardening in that the surface’s chemical makeup is altered. Second, because the metal is heated and cooled quickly, the metal’s core is undamaged.
3. There are two methods of heat treatment in surface hardening:
a. Induction Hardening :
- 1. It is a method of surface hardening in which a copper inductor surrounds the surface to be hardened and a high frequency current, passing through it at a rate of roughly 2000 cycles per second.
- 2. The inductor acts as a primary coil of a transformer.
- 3. The work to be hardened is placed in the inductor in such a way that it does not touch the inductor as shown in (Fig.)
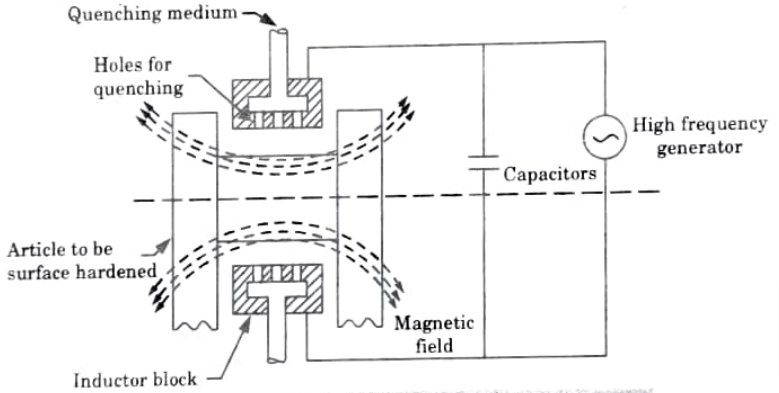
- 4. The inductor block contains a number of holes where water can be sprayed to quench the metal. Induced eddy currents and hysteresis loss at the work’s surface are what cause the heating effect.
- 5. Induction hardening is most typically used on steels that contain 0.35 to 0.55% carbon. In order to increase the depth of current penetration, the hardening temperature is above the Curie point at 768 °C.
- 6. The heated areas are quenched immediately by water sprays directed from the inductor.
- 7 Many industrial operations employ induction hardening extensively, for example, on camshafts, gears, axles, etc.
h. Flame Hardening:
- 1. This method relies on quick heating and quenching to give the work a hard surface and a soft core.
- 2. An oxy-acetylene flame is used to heat the work over its critical temperature, and a water spray is used to quench the surface.
- 3. As demonstrated in, the torch used to heat the item may be stationary or may travel incrementally over the piece (Fig.)
- 4. This method is applied for hardening cast gears, mill rolls or worms.


Materials Engineering Quantum, Syllabus, Important Questions
| Label | Link |
|---|---|
| Subject Syllabus | Syllabus |
| Short Questions | Short-question |
| Important Unit-1 | Unit-1 |
| Important Unit-2 | Unit-2 |
| Important Unit-3 | Unit-3 |
| Important Unit-4 | Unit-4 |
| Important Unit-5 | Unit-5 |
| Question paper – 2021-22 | 2021-22 |
Materials Engineering Quantum PDF: | AKTU Quantum PDF:
| Quantum Series | Links |
| Quantum -2022-23 | 2022-23 |
AKTU Important Links | Btech Syllabus
| Link Name | Links |
|---|---|
| Btech AKTU Circulars | Links |
| Btech AKTU Syllabus | Links |
| Btech AKTU Student Dashboard | Student Dashboard |
| AKTU RESULT (One VIew) | Student Result |